 匯聚全球材料牌號的數(shù)據(jù)庫-鋼鐵之家
匯聚全球材料牌號的數(shù)據(jù)庫
匯聚全球材料牌號的數(shù)據(jù)庫-鋼鐵之家
匯聚全球材料牌號的數(shù)據(jù)庫
一種熱作模具鋼材料及其制備方法與流程
2023-05-20 09:46:32
來源:admin
閱讀量:0
1.本發(fā)明實施例涉及鋼材加工領(lǐng)域,具體涉及一種熱作模具鋼材料及其制備方法。
背景技術(shù):
2.熱作模具鋼是指適宜于制作對金屬進(jìn)行熱變形加工的模具用的合金工具鋼,如熱鍛模、熱擠壓模、壓鑄模、熱鐓模等,由于熱作模具長時間處于高溫高壓條件下工作,因此,要求模具材料具有高的強度、硬度及熱穩(wěn)定性,特別是應(yīng)有高熱強性、熱疲勞性、韌性和耐磨性。
3.但是,現(xiàn)有的熱作模具鋼材料在使用時,當(dāng)其使用溫度超過600℃后,其硬度會大幅降低,影響熱作模具鋼的使用效果。
技術(shù)實現(xiàn)要素:
4.為此,本發(fā)明實施例提供一種熱作模具鋼材料及其制備方法,本發(fā)明通過碳、鉻、釩、鎢、鉬、銅、錳、鎳、硅以及鐵制備熱作模具鋼,使熱作模具鋼的硬度更高,同時在高溫下其硬度下降的速率更低,以解決現(xiàn)有技術(shù)中高溫下熱作模具鋼硬度大幅下降的問題。
5.為了實現(xiàn)上述目的,本發(fā)明實施例提供如下技術(shù)方案:一種熱作模具鋼材料,其中所使用的原料(按重量百分比計)包括碳0.4wt%
?
0.7wt%、鉻1.1wt%
?
3.5wt%、釩0.2wt%
?
1.5wt%、鎢0.3wt%
?
0.8wt%、鉬0.7wt%
?
1.2wt%、銅0.7wt%
?
2.1wt%、錳2.3wt%
?
5.5wt%、鎳0.7wt%
?
1.1wt%、硅0.3wt%
?
0.5wt%、余量為鐵。
6.一種熱作模具鋼材料的制備方法,具體制備步驟為:
7.步驟1、初煉:按照原料配比將鐵和碳放入中頻感應(yīng)爐中進(jìn)行熔煉,獲取基底鋼液,然后將基底鋼液轉(zhuǎn)入真空精煉爐中進(jìn)行真空精煉,制備精煉鋼液;
8.步驟2、混煉:將精煉鋼液轉(zhuǎn)入中頻感應(yīng)爐中,然后按照原料配比依次向中頻感應(yīng)爐中加入鉻、釩、鎢、鉬、銅、錳、鎳、硅,熔煉并攪拌混合,制備混合鋼液a;
9.步驟3、成分調(diào)整:取樣混合鋼液,分析混合鋼液的成分比并與原料比進(jìn)行對比,補充缺失,對混合鋼液的成分進(jìn)行調(diào)整,然后攪拌混合均勻,制備混合鋼液b;
10.步驟4、鑄造:將混合鋼液b注入預(yù)熱后鑄造模型中,保溫3h,然后在空氣中冷卻至常溫,隨后脫模,制備模具鋼錠;
11.步驟5、均勻化:將模具鋼錠加熱至850
?
1100℃,然后并保溫4
?
6h,對模具鋼錠進(jìn)行均勻化處理,使模具鋼錠內(nèi)部成分均勻化,然后隨爐冷卻至250
?
290℃,最后室溫冷卻至常溫;
12.步驟6、配置淬火液:將水和聚丙烯酸鈉以8:1的質(zhì)量比混合均勻,制備淬火液a,將水和氯化鈉以7:2的質(zhì)量比混合均勻,制備淬火液b,然后將淬火液a和淬火液b以3:2的質(zhì)量比混合均勻,制備混合淬火液;
13.步驟7、熱處理:將模具鋼錠加熱至奧氏體化溫度范圍,然后保溫5h,然后將模具鋼錠置入混合淬火液中進(jìn)行淬火處理。
14.優(yōu)選的,所述步驟1中,中頻感應(yīng)爐中的熔煉溫度設(shè)置為1200℃,所述真空精煉爐的精煉溫度設(shè)置為1400℃。
15.優(yōu)選的,所述步驟2中,首先將中頻感應(yīng)爐加熱至1300℃,向精煉鋼液中加入鉻、釩、鎢熔煉并攪拌混合均勻,然后升溫至1450℃,并向精煉鋼液中加入鉬、銅并攪拌混合均勻,然后保溫30min,隨后降溫至1380℃,并向精煉鋼液中加入錳、鎳、硅并攪拌均勻,然后保溫1.5h,制成混合鋼液a。
16.優(yōu)選的,所述步驟3中,成分調(diào)整時,維持混合鋼液溫度在1330℃,持續(xù)時間設(shè)置為2h。
17.優(yōu)選的,所述步驟5中,首先以250℃/h的升溫速度將模具鋼錠升溫至600℃,然后以200℃/h的升溫速度將模具鋼錠升溫至850
?
1100℃。
18.優(yōu)選的,所述步驟6中,還可以通過水和氯化鈣的混合物或者水、氯化鈣和氯化鈉的混合物制備淬火液b,所述水和氯化鈣的質(zhì)量比為7:2,所述水、氯化鈣和氯化鈉的質(zhì)量比為7:1:1。
19.優(yōu)選的,所述步驟7中,首先將模具鋼錠置入混合淬火液中,維持混合淬火液的溫度在60攝氏度以下,模具鋼錠溫度降低至500℃左右時,取出模具鋼錠空冷至400℃左右,再次將模具鋼錠置入混合淬火液中,待模具鋼錠溫度減低至250℃,再次取出模具鋼錠空冷至180℃,最后將模具鋼錠置入混合淬火液中冷卻至常溫,然后將模具鋼錠置入清水中清洗,最后將取出模具鋼錠,將清洗液倒入混合淬火液中,對混合淬火液進(jìn)行補充。
20.本發(fā)明實施例具有如下優(yōu)點:
21.1、本發(fā)明通過碳、鉻、釩、鎢、鉬、銅、錳、鎳、硅以及鐵制備熱作模具鋼,通過混合熔煉,制備模具鋼錠,然后進(jìn)行兩次升溫,結(jié)束后保溫,進(jìn)行均勻化處理,然后通過混合淬火液對模具鋼錠進(jìn)行多次降溫淬火,使熱作模具鋼的硬度更高,同時在高溫下其硬度下降的速率更低;
22.2、通過聚丙烯酸鈉、氯化鈣、氯化鈉和水制備混合淬火液,對熱作模具鋼進(jìn)行淬火,使熱作模具鋼擁有更高的硬度,同時混合淬火液中的原料損耗低,使混合淬火液的利用率更高,減小淬火成本。
具體實施方式
23.以下由特定的具體實施例說明本發(fā)明的實施方式,熟悉此技術(shù)的人士可由本說明書所揭露的內(nèi)容輕易地了解本發(fā)明的其他優(yōu)點及功效,顯然,所描述的實施例是本發(fā)明一部分實施例,而不是全部的實施例。基于本發(fā)明中的實施例,本領(lǐng)域普通技術(shù)人員在沒有做出創(chuàng)造性勞動前提下所獲得的所有其他實施例,都屬于本發(fā)明保護(hù)的范圍。
24.實施例1
25.一種熱作模具鋼材料,其中所使用的原料(按重量百分比計)包括碳0.4wt%、鉻1.1wt%、釩0.2wt%、鎢0.3wt%、鉬0.7wt%、銅0.7wt%、錳2.3wt%、鎳0.7wt%、硅0.3wt%、鐵93.3wt%。
26.一種熱作模具鋼材料的制備方法,具體制備步驟為:
27.步驟1、初煉:按照原料配比將鐵和碳放入中頻感應(yīng)爐中進(jìn)行熔煉,獲取基底鋼液,然后將基底鋼液轉(zhuǎn)入真空精煉爐中進(jìn)行真空精煉,制備精煉鋼液;
28.步驟2、混煉:將精煉鋼液轉(zhuǎn)入中頻感應(yīng)爐中,然后按照原料配比依次向中頻感應(yīng)爐中加入鉻、釩、鎢、鉬、銅、錳、鎳、硅,熔煉并攪拌混合,制備混合鋼液a;
29.步驟3、成分調(diào)整:取樣混合鋼液,分析混合鋼液的成分比并與原料比進(jìn)行對比,補充缺失,對混合鋼液的成分進(jìn)行調(diào)整,然后攪拌混合均勻,制備混合鋼液b;
30.步驟4、鑄造:將混合鋼液b注入預(yù)熱后鑄造模型中,保溫3h,然后在空氣中冷卻至常溫,隨后脫模,制備模具鋼錠;
31.步驟5、均勻化:將模具鋼錠加熱至850℃,然后并保溫4h,對模具鋼錠進(jìn)行均勻化處理,使模具鋼錠內(nèi)部成分均勻化,然后隨爐冷卻至250℃,最后室溫冷卻至常溫;
32.步驟6、配置淬火液:將水和聚丙烯酸鈉以8:1的質(zhì)量比混合均勻,制備淬火液a,將水和氯化鈉以7:2的質(zhì)量比混合均勻,制備淬火液b,然后將淬火液a和淬火液b以3:2的質(zhì)量比混合均勻,制備混合淬火液;
33.步驟7、熱處理:將模具鋼錠加熱至奧氏體化溫度范圍,然后保溫5h,然后將模具鋼錠置入混合淬火液中進(jìn)行淬火處理。
34.進(jìn)一步的,在上述技術(shù)方案中,所述步驟1中,中頻感應(yīng)爐中的熔煉溫度設(shè)置為1200℃,所述真空精煉爐的精煉溫度設(shè)置為1400℃。
35.進(jìn)一步的,在上述技術(shù)方案中,所述步驟2中,首先將中頻感應(yīng)爐加熱至1300℃,向精煉鋼液中加入鉻、釩、鎢熔煉并攪拌混合均勻,然后升溫至1450℃,并向精煉鋼液中加入鉬、銅并攪拌混合均勻,然后保溫30min,隨后降溫至1380℃,并向精煉鋼液中加入錳、鎳、硅并攪拌均勻,然后保溫1.5h,制成混合鋼液a。
36.進(jìn)一步的,在上述技術(shù)方案中,所述步驟3中,成分調(diào)整時,維持混合鋼液溫度在1330℃,持續(xù)時間設(shè)置為2h。
37.進(jìn)一步的,在上述技術(shù)方案中,所述步驟5中,首先以250℃/h的升溫速度將模具鋼錠升溫至600℃,然后以200℃/h的升溫速度將模具鋼錠升溫至850℃。
38.進(jìn)一步的,在上述技術(shù)方案中,所述步驟7中,首先將模具鋼錠置入混合淬火液中,維持混合淬火液的溫度在60攝氏度以下,模具鋼錠溫度降低至500℃左右時,取出模具鋼錠空冷至400℃左右,再次將模具鋼錠置入混合淬火液中,待模具鋼錠溫度減低至250℃,再次取出模具鋼錠空冷至180℃,最后將模具鋼錠置入混合淬火液中冷卻至常溫,然后將模具鋼錠置入清水中清洗,最后將取出模具鋼錠,將清洗液倒入混合淬火液中,對混合淬火液進(jìn)行補充。
39.實施例2
40.一種熱作模具鋼材料,其中所使用的原料(按重量百分比計)包括碳0.6wt%、鉻2.3wt%、釩0.8wt%、鎢0.5wt%、鉬0.9wt%、銅1.3wt%、錳4.4wt%、鎳0.9wt%、硅0.4wt%、鐵87.9wt%。
41.一種熱作模具鋼材料的制備方法,具體制備步驟為:
42.步驟1、初煉:按照原料配比將鐵和碳放入中頻感應(yīng)爐中進(jìn)行熔煉,獲取基底鋼液,然后將基底鋼液轉(zhuǎn)入真空精煉爐中進(jìn)行真空精煉,制備精煉鋼液;
43.步驟2、混煉:將精煉鋼液轉(zhuǎn)入中頻感應(yīng)爐中,然后按照原料配比依次向中頻感應(yīng)爐中加入鉻、釩、鎢、鉬、銅、錳、鎳、硅,熔煉并攪拌混合,制備混合鋼液a;
44.步驟3、成分調(diào)整:取樣混合鋼液,分析混合鋼液的成分比并與原料比進(jìn)行對比,補
充缺失,對混合鋼液的成分進(jìn)行調(diào)整,然后攪拌混合均勻,制備混合鋼液b;
45.步驟4、鑄造:將混合鋼液b注入預(yù)熱后鑄造模型中,保溫3h,然后在空氣中冷卻至常溫,隨后脫模,制備模具鋼錠;
46.步驟5、均勻化:將模具鋼錠加熱至850℃,然后并保溫4h,對模具鋼錠進(jìn)行均勻化處理,使模具鋼錠內(nèi)部成分均勻化,然后隨爐冷卻至250℃,最后室溫冷卻至常溫;
47.步驟6、配置淬火液:將水和聚丙烯酸鈉以8:1的質(zhì)量比混合均勻,制備淬火液a,將水和氯化鈉以7:2的質(zhì)量比混合均勻,制備淬火液b,然后將淬火液a和淬火液b以3:2的質(zhì)量比混合均勻,制備混合淬火液;
48.步驟7、熱處理:將模具鋼錠加熱至奧氏體化溫度范圍,然后保溫5h,然后將模具鋼錠置入混合淬火液中進(jìn)行淬火處理。
49.進(jìn)一步的,在上述技術(shù)方案中,所述步驟1中,中頻感應(yīng)爐中的熔煉溫度設(shè)置為1200℃,所述真空精煉爐的精煉溫度設(shè)置為1400℃。
50.進(jìn)一步的,在上述技術(shù)方案中,所述步驟2中,首先將中頻感應(yīng)爐加熱至1300℃,向精煉鋼液中加入鉻、釩、鎢熔煉并攪拌混合均勻,然后升溫至1450℃,并向精煉鋼液中加入鉬、銅并攪拌混合均勻,然后保溫30min,隨后降溫至1380℃,并向精煉鋼液中加入錳、鎳、硅并攪拌均勻,然后保溫1.5h,制成混合鋼液a。
51.進(jìn)一步的,在上述技術(shù)方案中,所述步驟3中,成分調(diào)整時,維持混合鋼液溫度在1330℃,持續(xù)時間設(shè)置為2h。
52.進(jìn)一步的,在上述技術(shù)方案中,所述步驟5中,首先以250℃/h的升溫速度將模具鋼錠升溫至600℃,然后以200℃/h的升溫速度將模具鋼錠升溫至850℃。
53.進(jìn)一步的,在上述技術(shù)方案中,所述步驟7中,首先將模具鋼錠置入混合淬火液中,維持混合淬火液的溫度在60攝氏度以下,模具鋼錠溫度降低至500℃左右時,取出模具鋼錠空冷至400℃左右,再次將模具鋼錠置入混合淬火液中,待模具鋼錠溫度減低至250℃,再次取出模具鋼錠空冷至180℃,最后將模具鋼錠置入混合淬火液中冷卻至常溫,然后將模具鋼錠置入清水中清洗,最后將取出模具鋼錠,將清洗液倒入混合淬火液中,對混合淬火液進(jìn)行補充。
54.實施例3
55.一種熱作模具鋼材料,其中所使用的原料(按重量百分比計)包括碳0.7wt%、鉻3.5wt%、釩1.5wt%、鎢0.8wt%、鉬1.2wt%、銅2.1wt%、錳5.5wt%、鎳1.1wt%、硅0.5wt%、鐵83.1wt%。
56.一種熱作模具鋼材料的制備方法,具體制備步驟為:
57.步驟1、初煉:按照原料配比將鐵和碳放入中頻感應(yīng)爐中進(jìn)行熔煉,獲取基底鋼液,然后將基底鋼液轉(zhuǎn)入真空精煉爐中進(jìn)行真空精煉,制備精煉鋼液;
58.步驟2、混煉:將精煉鋼液轉(zhuǎn)入中頻感應(yīng)爐中,然后按照原料配比依次向中頻感應(yīng)爐中加入鉻、釩、鎢、鉬、銅、錳、鎳、硅,熔煉并攪拌混合,制備混合鋼液a;
59.步驟3、成分調(diào)整:取樣混合鋼液,分析混合鋼液的成分比并與原料比進(jìn)行對比,補充缺失,對混合鋼液的成分進(jìn)行調(diào)整,然后攪拌混合均勻,制備混合鋼液b;
60.步驟4、鑄造:將混合鋼液b注入預(yù)熱后鑄造模型中,保溫3h,然后在空氣中冷卻至常溫,隨后脫模,制備模具鋼錠;
61.步驟5、均勻化:將模具鋼錠加熱至850℃,然后并保溫4h,對模具鋼錠進(jìn)行均勻化處理,使模具鋼錠內(nèi)部成分均勻化,然后隨爐冷卻至250℃,最后室溫冷卻至常溫;
62.步驟6、配置淬火液:將水和聚丙烯酸鈉以8:1的質(zhì)量比混合均勻,制備淬火液a,將水和氯化鈉以7:2的質(zhì)量比混合均勻,制備淬火液b,然后將淬火液a和淬火液b以3:2的質(zhì)量比混合均勻,制備混合淬火液;
63.步驟7、熱處理:將模具鋼錠加熱至奧氏體化溫度范圍,然后保溫5h,然后將模具鋼錠置入混合淬火液中進(jìn)行淬火處理。
64.進(jìn)一步的,在上述技術(shù)方案中,所述步驟1中,中頻感應(yīng)爐中的熔煉溫度設(shè)置為1200℃,所述真空精煉爐的精煉溫度設(shè)置為1400℃。
65.進(jìn)一步的,在上述技術(shù)方案中,所述步驟2中,首先將中頻感應(yīng)爐加熱至1300℃,向精煉鋼液中加入鉻、釩、鎢熔煉并攪拌混合均勻,然后升溫至1450℃,并向精煉鋼液中加入鉬、銅并攪拌混合均勻,然后保溫30min,隨后降溫至1380℃,并向精煉鋼液中加入錳、鎳、硅并攪拌均勻,然后保溫1.5h,制成混合鋼液a。
66.進(jìn)一步的,在上述技術(shù)方案中,所述步驟3中,成分調(diào)整時,維持混合鋼液溫度在1330℃,持續(xù)時間設(shè)置為2h。
67.進(jìn)一步的,在上述技術(shù)方案中,所述步驟5中,首先以250℃/h的升溫速度將模具鋼錠升溫至600℃,然后以200℃/h的升溫速度將模具鋼錠升溫至850℃。
68.進(jìn)一步的,在上述技術(shù)方案中,所述步驟7中,首先將模具鋼錠置入混合淬火液中,維持混合淬火液的溫度在60攝氏度以下,模具鋼錠溫度降低至500℃左右時,取出模具鋼錠空冷至400℃左右,再次將模具鋼錠置入混合淬火液中,待模具鋼錠溫度減低至250℃,再次取出模具鋼錠空冷至180℃,最后將模具鋼錠置入混合淬火液中冷卻至常溫,然后將模具鋼錠置入清水中清洗,最后將取出模具鋼錠,將清洗液倒入混合淬火液中,對混合淬火液進(jìn)行補充。
69.實施例4
70.與實施例2相同,不同的是步驟6中,將水和聚丙烯酸鈉以8:1的質(zhì)量比混合均勻,制備淬火液a,將水和氯化鈣以7:2的質(zhì)量比混合均勻,制備淬火液b,然后將淬火液a和淬火液b以3:2的質(zhì)量比混合均勻,制備混合淬火液。
71.實施例5
72.與實施例2相同,不同的是步驟6中,將水和聚丙烯酸鈉以8:1的質(zhì)量比混合均勻,制備淬火液a,將水、氯化鈣和氯化鈉以7:1:1的質(zhì)量比混合均勻,制備淬火液b,然后將淬火液a和淬火液b以3:2的質(zhì)量比混合均勻,制備混合淬火液。
73.實施例5
?
10
74.與實施例1
?
5相同,不同的是步驟5中,將模具鋼錠加熱至1100℃,然后并保溫6h,對模具鋼錠進(jìn)行均勻化處理,使模具鋼錠內(nèi)部成分均勻化,然后隨爐冷卻至290℃,最后室溫冷卻至常溫。
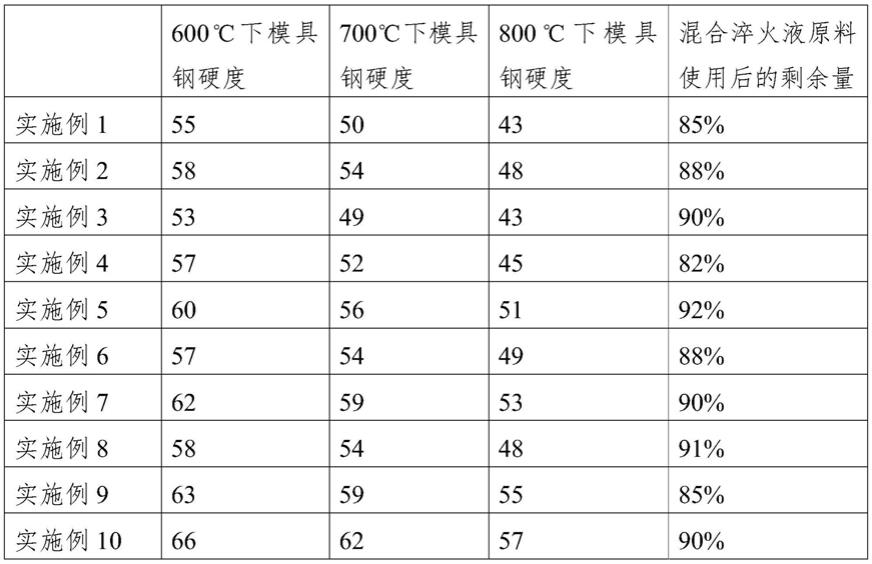
75.分別取上述實施例1
?
10所制得模具鋼錠,逐漸加溫到600℃、700℃和800℃,統(tǒng)計其硬度,同時統(tǒng)計混合淬火液中的原料損耗,得到以下數(shù)據(jù):
[0076][0077]
由上表可知,實施例10中原料配合比例適中,模具鋼在升溫到600℃硬度依舊高達(dá)66,隨著溫度的升高,其硬度的下降較低,同時混合淬火液在使用后其內(nèi)部原料依舊高達(dá)96%,混合淬火液的損耗較少,混合淬火液利用率更高。
[0078]
雖然,上文中已經(jīng)用一般性說明及具體實施例對本發(fā)明作了詳盡的描述,但在本發(fā)明基礎(chǔ)上,可以對之作一些修改或改進(jìn),這對本領(lǐng)域技術(shù)人員而言是顯而易見的。因此,在不偏離本發(fā)明精神的基礎(chǔ)上所做的這些修改或改進(jìn),均屬于本發(fā)明要求保護(hù)的范圍。